

- $


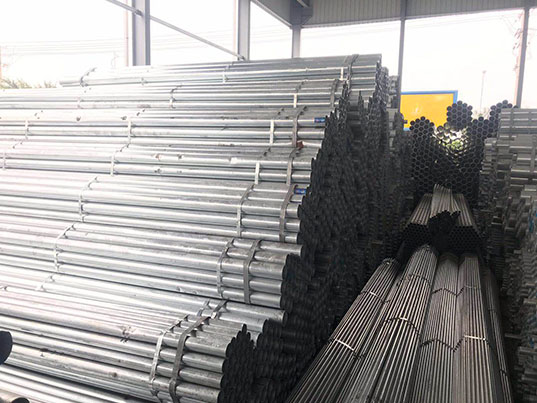
鍍鋅矩形鋼管
在焊角焊縫福州鍍鋅矩形鋼管時,同樣在一層盡量使鋅層熔化并使之汽化、蒸發而逸出焊縫,其方法是先將焊條端部向前移出約5~7mm左右,當使鋅層熔化后再回到原來位置繼續向前施焊。再橫焊和立焊時,咬邊傾向會很小;如果采用前后往返運條技術,更可以得到無缺陷的焊接質量。
赫博建材有限公司是一家提供鍍鋅矩形鋼管批發和尺寸相關信息的公司,想了解相關信息可來電咨詢我們的廠家。

(此內容由www.gdlvan.cn提供)




相關文章
- 分析熱鍍鋅無縫管的5個制作流程2019年10月03日
- 您了解螺紋鋼的這6個性能特點嗎2019年10月09日
- 談談鍍鋅鋼管的生產過程是怎樣的2019年10月11日
- 使用鍍鋅螺旋管有哪些小竅門2019年10月16日
- 如何修復鍍鋅扁鋼的內部缺陷?2019年10月17日
 掃一掃,關注我們 | 電 話: 400-999-7311 0591-22259502 郵 箱: 751970141qq.com 公司地址:福建省閩侯縣青口鎮林森大道36號青口鋼材市場B區辦公樓2-2 | 技術支持:  版權所有: 福建赫博建材有限公司(www.gdlvan.cn) 備案號: 閩ICP備16035887號-1 熱門搜索: 福州鍍鋅管,熱鍍鋅管廠家,福建鍍鋅鋼管廠家,鍍鋅方管,福州鍍鋅鋼管,福建鍍鋅圓管 |
 添加微信
添加微信
 聯系我們
聯系我們
 電話咨詢
電話咨詢